
Definition: 8D method
The 8D method is a guideline to analyze issues and complaints in a structured manner and to eliminate them permanently.
Definition: 8D report
In the 8D report, the problem is described, responsibilities are assigned, and the results of the problem-solving process for complaint handling, root cause analysis, and error prevention are documented.
The 8D method is used within the framework of quality management for the systematic processing of complaints in order to ideally execute the continuous improvement process.
The 8D approach represents a structured and standardized problem-solving process (PSP) and is used especially for larger problems where the cause is not or not immediately recognizable.
Triggers for an 8D report can be complaints from customers or suppliers, as well as internal error reports.
An 8D report is a content specification or guideline for the development of a problem solution. The 8D document is used to exchange important complaint information between suppliers and customers in order to process and resolve the complaint in a structured way.
An 8D report offers companies an opportunity to analyze issues and complaints in a structured manner and to eliminate them permanently.
Complaints and malfunctions are expensive in every respect, because they result in increased service costs, replacement deliveries and troubleshooting costs.
Those who see complaints as an opportunity to efficiently analyze and evaluate underlying errors will increase the potential for improvement on the technical and process-related side, and thus consistently and sustainably improve their cost structure.
8D reports are well known from the automotive industry and were first developed over 30 years ago at the automobile manufacturer Ford in the U.S. Today, the 8D method for complaints is recommended between automotive manufacturers and the more than 3,000 suppliers and companies organized in the internationally oriented AIAG (Automotive Industry Action Group) and the VDA (Verband der Automobilindustrie e.V., German Association of the Automotive Industry).
The structured way of working in the event of a fault through the predefined 8 steps of the problem-solving process have also established the 8D Report as the preferred tool in complaints processes for many other industries.
In the 8D report, the problem is described, responsibilities are assigned, and the results of the problem-solving process for complaint handling, root cause analysis, and error prevention are documented.
In detail, the creation of an 8D report takes place in the following 8 process steps, which are also called eight disciplines (hence 8D).
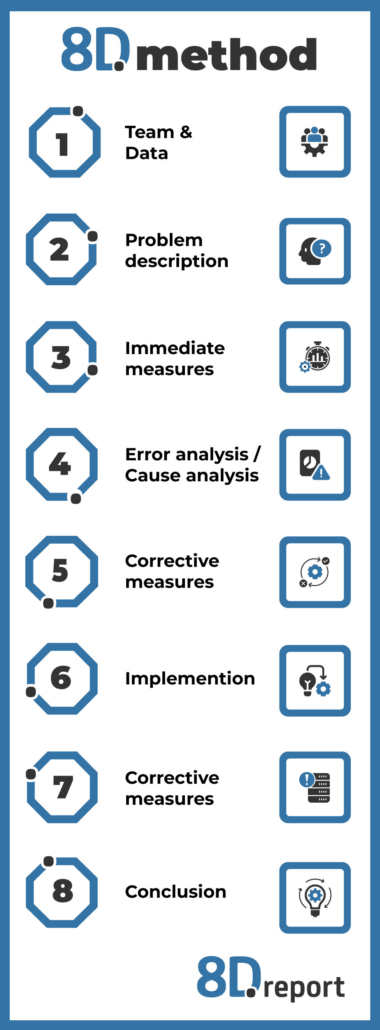
D1 Create a Team
In the first step of the process, a team is put together by a team leader. Ideally, problem-solving involves not only employees with specialist knowledge of processes and products, but also managers with decision-making authority.
All team members should have sufficient professional and social competence in addition to the willingness to cooperate.
Consider where in the production process the issue occurred and what employee competencies are helpful in solving the problem. Thus, in the case of issues in production, production employees should also be involved accordingly, and in the case of problems in procurement or shipping, persons from these departments should be involved accordingly.
The first step in the process also involves recording all the necessary data, such as information on the customer who has made the complaint (customer number, company name, contact person, email, telephone, etc.) and on the item concerned (item number/name, order number, batch, drawing number, delivery quantity, number of products complained about, etc.).
D2 Describe the Problem
In this second process step of the 8D report, the customer’s reasons for the complaint are listed and the issue or defect is described as precisely as possible, including its boundary and secondary conditions.
Oftentimes, photos or other documents (drawings, etc.) are helpful and can supplement the description.
The issue description can be done through a target/actual analysis by describing how the current state is and how it should actually be according to the target state.
WH questions can also be used for problem definition. So, for example, ask the following questions: How did the error occur? Where exactly did the error occur? Who discovered the error or who is responsible? When does the issue have to be resolved?
A clear and precise description of the issue helps to analyze the cause of the error in the later process steps!
D3 Contain the Problem
This describes how the damage is/was limited or what immediate action(s) were taken to prevent further consequences and spread of the issue.
This step is about taking responsibility and protecting the customer from further effects of the error and from further damage.
Immediate measures can be, for example, the interruption of production, the sorting out of parts suspected of being faulty, immediate repair work, special release or express delivery of replacements.
The 8D report should record that or whether the immediate measures have actually taken effect and prevented further damage.
D4 Identify Root Causes
Through immediate action(s), the error has been corrected for this one situation. However, nothing is more annoying than errors that occur again and again.
For this reason, the 4th step of the process explores the root cause of the issue. The root cause analysis is considered the most important process step within the 8D method.
It is essential to work out WHY exactly the error/issue occurred and why the error was not discovered or prevented beforehand.
What is the exact cause or what is the nature of the error? Only when the real cause is found, the issue can be solved really effectively.
In particular, employees with sound technical knowledge are needed for error analysis. There are various methodical problem-solving techniques for root cause analysis, such as the 5 Why question method, the Ishikawa diagram and much more.
Possible causes of errors are, for example: Work defects, instruction defects, specification defects, material defects, tool defects, inspection defects, test equipment defects. Possible types of errors are for example: Repeat defects, surface defects, functional defects, etc.
Some issues can be quickly analyzed with capable staff and are then described in this process step. In other cases, extensive testing and comparison may be necessary to analyze the cause.
If several causes are identified, it is necessary to determine the respective influence on the error or to ask what share each cause has in the issue.
The automotive industry has defined a list of possible failure cause categories. If all defects are now processed with 8D reports and classified into one of the categories, it is possible to determine the main causes of defects across the group and independently of suppliers and projects. On this data basis, suitable measures can be initiated for permanent quality improvement. However, the list of defect categories used by the automotive industry (VDA) is very specific to the industry and cannot be easily transferred to other industries. Therefore, it makes sense to develop your own error categories for evaluation purposes, if necessary.
D5 Choose Corrective Actions
Now that the cause of the error is known, the permanent corrective action(s) to correct the error are planned in the 5th process step of the 8D Report.
Most of the time it is possible to avoid the same mistake in the future. For this purpose, one or more shutdown measures must be implemented. In this 5th step, these preventive measures are planned and their planned cause-effect is described.
Possible corrective measures are mostly of a technical and/or organizational nature. Examples are: the replacement of tools, the adaptation of input materials, the adaptation of product specifications, the modification of machine control programs, the optimization of process sequences, the modification of test specifications or training measures, etc.
Depending on the type of error, a corrective action must first be validated and verified through tests and an effectiveness check to exclude any associated undesirable consequences.
A good corrective measure works effectively and efficiently without undesirable side effects and thus improves the overall manufacturing process. Only personnel measures such as admonitions, training or continuing education are not generally considered to improve processes.
D6 Implement Corrective Actions
The measures planned in the previous process step are now implemented within the organization.
The introduction of the shutdown measures is described here. The specific date is deposited, and a responsible employee is named.
Process parameters, product specifications, work instructions, training plans, test methods, maintenance instructions, etc. must also be adapted in accordance with the new procedure.
Information on this and further explanations of the implementation, as well as photos, can be deposited at this point in the 8D Report.
Once all corrective actions have been successfully implemented, the ad hoc immediate actions under step D3 can usually be lifted.
D7 Take Preventative Measures
To avoid error repetition, the corrective actions were planned and implemented in the previous steps.
Process step 7 describes which preventive measures are taken or what exactly is done to avoid such or similar errors in the future.
For example, more monitoring or audits are being conducted, or the sampling frequency is being increased.
In the automotive industry, the FMEA (Failure Mode and Effects Analysis) method or an FMEA checklist is often used in this process step to evaluate the residual risk, effectiveness, and future failure prevention.
In addition, this step should consider whether the insights and measures gained may also be helpful for other, neighboring, areas within the organization (interdisciplinary thinking) and thus proactively avoid errors in these other areas.
D8 Congratulate Your Team
At the end of the 8D process, there is an appreciation of the team’s performance, typically by the team leader.
As a rule, an 8D report is associated with increased time, extra workload and availability of human resources.
Therefore, the team leader should give a brief feedback to all involved employees at the end, and thank them for their support.
Timeframe of the 8D Report:
If special agreements have been made between the supplier and the customer regarding the time frame for processing a complaint, this prescribed processing time must be adhered to.
Depending on the industry and situation (just-in-time deliveries), there are prescribed processing cycles, such as 48 or 24 hours for 8D reports.
If no such agreement exists, the first four process steps (D1, D2, D3, D4) should be completed within three to four working days and the remaining steps (D5, D6, D7, D8) should be completed within another 10 working days.
8D Report Template
We provide you with an 8D report template in PDF or Word format. This template serves as an example and can be used for 8D reports free of charge and immediately.
However, manual paper forms are only justified in exceptional situations.
8D.Report Generator | 8D Software
Work more comfortably, professionally and interactively with our 8D.Report Generator. This 8D software gives you the ability to create 8D reports online and send them to teammates and customers. Upload photos, PDFs, and even short videos, and manage all documents, comments, and annotations in one central location.
Create you own 8D.report …
Any good organization may experience complaints. The question is not whether these complaints occur, but how to handle them.
DATA SECURITY
All data is secured in accordance with EU data protection laws. Our servers are in Germany and all entries are encrypted according to the highest security standards (HTTPS/SSL).
